

1. Definicja formowania
Zagęścić proszek w zielone wypraski o określonym kształcie, rozmiarze, porowatości i wytrzymałości. Proces polega na formowaniu MIM.
2. Znaczenie formowania
1) Jest to podstawowy proces metalurgii proszków, którego znaczenie ustępuje jedynie spiekaniu.
2) Jest bardziej restrykcyjny i determinuje cały proces produkcyjny metalurgii proszków niż inne procesy.
a) To, czy metoda formowania jest rozsądna, czy nie, bezpośrednio określa, czy może przebiegać sprawnie.
b) Wpływać na kolejne procesy (w tym procesy pomocnicze) i jakość produktu końcowego.
c) Wpływać na automatyzację produkcji, produktywność i koszty produkcji.
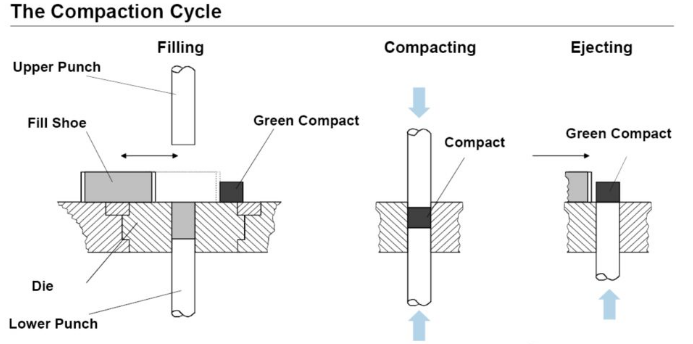
Formowanie tłocznepolega na załadowaniu proszku metalu lub mieszaniny proszków do stalowej formy prasowej (formy żeńskiej), przetłoczeniu proszku przez stempel matrycowy, a po zwolnieniu ciśnienia wypraska jest uwalniana z formy żeńskiej w celu zakończenia procesu formowania.
Główne funkcje formowania tłocznego to:
1. Uformuj proszek w wymagany kształt;
2. Nadaj kompaktowi dokładne wymiary geometryczne;
3. Podaj wymagany model porowatości i porów wypraski;
4. Nadaj wypraskom odpowiednią wytrzymałość, aby ułatwić obsługę.
Zjawiska zachodzące podczas zagęszczania proszku:
1. Po sprasowaniu porowatość bryły proszkowej zmniejsza się, a gęstość względna wypraski jest znacznie większa niż bryły proszkowej.
Zagęszczenie zmniejsza wysokość układania proszku, na ogół zagęszczenie przekracza 50%
2. Na korpus proszkowy przykładany jest nacisk osiowy (nadciśnienie).Korpus proszkowy zachowuje się w pewnym stopniu jak płyn.Po przyłożeniu siły do ścianki formy żeńskiej generowana jest siła reakcji-ciśnienie boczne.
3. W miarę zagęszczania proszku wzrasta gęstość wypraski, a także wzrasta wytrzymałość wypraski.
4. Z powodu tarcia pomiędzy cząsteczkami proszku przenoszenie ciśnienia jest nierównomierne, a gęstość różnych części wypraski jest nierówna.Nierówna gęstość zielonej wypraski ma bardzo istotny wpływ na działanie zielonej wypraski, a nawet samego produktu.
5. Po zwolnieniu ciśnienia i wyjęciu z formy, rozmiar zielonej wypraski powiększy się, tworząc elastyczny efekt końcowy.Efekt sprężystości jest jedną z głównych przyczyn deformacji i pękania wypraski.
Czas publikacji: 23 marca 2021 r